Cat:Produtos
A tubulação contínua, também conhecida como tubulação flexível ou tubulação flexível, é amplamente utilizada nos campos de trabalho de trabalho, ma...
Veja detalhes
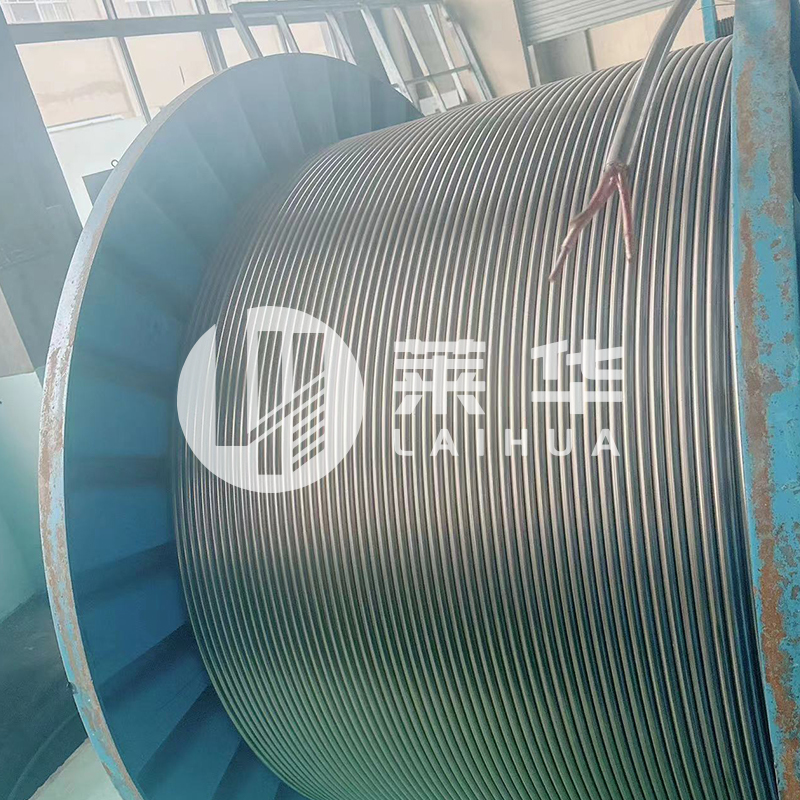
Bobinas de tubos soldados de aço inoxidável oferecem uma solução confiável e econômica para transporte de fluidos e gases, combinando excepcional resistência à corrosão com alta resistência mecânica . Eles são formados rolando e soldando continuamente tiras planas de aço inoxidável em um formato tubular e, em seguida, enrolando-as para fácil manuseio e instalação. Este produto é amplamente utilizado em indústrias como processamento petroquímico, instrumentação hidráulica e transferência de fluidos de qualidade alimentar, onde operações longas e ininterruptas e superfícies internas consistentes são essenciais.
Em comparação com alternativas sem costura, as bobinas soldadas proporcionam tolerâncias dimensionais mais rigorosas e maior consistência de comprimento, muitas vezes excedendo 1.000 metros por bobina . Isto os torna particularmente valiosos na fabricação de trocadores de calor e sistemas de aquecimento de traços, onde a redução de juntas no local economiza tempo e minimiza possíveis caminhos de vazamento.
O desempenho de uma bobina de tubulação soldada é fundamentalmente determinado pela composição da liga. A seleção da classe correta determina a vida útil em ambientes específicos.
Os tipos 304 e 304L são as escolhas mais comuns, proporcionando boa resistência à oxidação até 870 graus Celsius . Eles são adequados para linhas de laticínios, acabamentos arquitetônicos e transporte de produtos químicos onde os níveis de cloreto são baixos. O baixo teor de carbono no 304L ajuda a prevenir a corrosão intergranular após a soldagem.
Os tipos 316 e 316L são aprimorados com molibdênio, o que aumenta significativamente a resistência a cloretos e solventes industriais. Isto os torna o padrão para ambientes marinhos, processamento farmacêutico e trocadores de calor costeiros. Sua resistência à corrosão é mensuravelmente maior, com um número equivalente de resistência à corrosão normalmente acima 25 .
Para aplicações que exigem alta resistência e excelente resistência à corrosão sob tensão por cloretos, são especificados graus duplex como 2205. Com uma microestrutura contendo partes aproximadamente iguais de austenita e ferrita, essas bobinas soldadas podem suportar pressões muito mais altas do que os aços convencionais da série 300 com uma espessura de parede reduzida, oferecendo economia de peso em cabos umbilicais e linhas hidráulicas submarinas.
A mudança da soldagem manual para a produção automatizada de moinhos melhorou a confiabilidade do cordão de solda longitudinal. Os moinhos de tubos modernos usam indução de alta frequência ou métodos de soldagem a laser para produzir uma costura que geralmente corresponde à resistência do material original.
Depois que a tira é formada por uma série de rolos, as bordas são aquecidas e fundidas sob pressão, sem metal de adição. Os cordões de solda externos e internos são normalmente removidos em um processo de escavação controlado, criando um perfil de superfície liso. O tubo então passa por recozimento brilhante em forno de atmosfera controlada, restaurando a estrutura do grão e removendo a descoloração térmica. O resultado é uma costura de solda que exibe estruturas de grãos semelhantes ao material de base , um fator crucial para a vida à fadiga em aplicações de pressão cíclica.
A escolha entre bobinas de tubos sem costura e soldados deve ser baseada na classificação de pressão, custo e comprimento necessário. Embora os tubos sem costura sejam tradicionalmente preferidos para aplicações de extrema alta pressão, os avanços na tecnologia de soldagem reduziram essa lacuna de desempenho.
| Recurso | Bobinas soldadas | Bobinas Sem Costura |
|---|---|---|
| Comprimento Máximo | Mais de 1.500 metros | Geralmente menos de 200 metros |
| Tolerância de espessura de parede | / - 0,05 mm típico | / - 10% da parede nominal |
| Eficiência de custos | Menor custo de matéria-prima e processamento | Maior devido ao processo de extrusão a quente |
As bobinas soldadas são claramente vantajosas para aplicações que requerem circuitos longos. Por exemplo, em uma linha de injeção de produtos químicos que se estende por uma refinaria, uma única bobina soldada elimina dezenas de possíveis pontos de vazamento que, de outra forma, resultariam da conexão de comprimentos sem costura mais curtos.
As bobinas são fornecidas em faixas precisas de diâmetro externo, geralmente de 1/8 polegada (3,18 mm) até 1 polegada (25,4 mm) , com espessuras de parede variando de 0,5 mm a 3 mm. O próprio processo de enrolamento exige um controle de ovalidade consistente para garantir que o tubo passe suavemente pelos endireitadores e dobradores durante a montagem.
Os acabamentos superficiais afetam diretamente a facilidade de limpeza e a dinâmica dos fluidos. O acabamento padrão para instrumentação e bobinas hidráulicas é normalmente recozido brilhante, o que fornece uma superfície lisa e reflexiva livre de incrustações. Para linhas de gás de altíssima pureza na fabricação de semicondutores, bobinas soldadas eletropolidas são especificadas para reduzir a rugosidade da superfície para Ra 0,25 micrômetros ou menos . Isso minimiza a adesão e a liberação de gases das partículas.
A versatilidade das bobinas de tubos soldados levou à sua adoção em setores altamente exigentes. A lista a seguir destaca onde seus atributos específicos proporcionam um benefício funcional direto.
Os testes não destrutivos são essenciais para o fornecimento de bobinas soldadas certificadas. O teste de correntes parasitas é o principal método inline, capaz de detectar furos, rachaduras nas costuras e variação dimensional em velocidades de produção. Para serviços críticos, comprimentos inteiros de bobinas podem ser submetidos a testes de pressão hidrostática em pressões superiores a 5.000 psi para verificar a integridade estrutural.
Os testes mecânicos em seções de amostra incluem testes de achatamento reverso e de alargamento para expor a fraqueza da solda. Uma solda robusta deve resistir a um teste de achatamento onde a solda é posicionada a 90 graus em relação à força de compressão sem rachar, confirmando a ductilidade necessária para flexão em raio apertado no campo.
O manuseio adequado preserva a integridade da bobina. É aconselhável utilizar bobinas de desbobinamento com diâmetro de pelo menos 20 vezes o diâmetro externo do tubo para evitar dobras. O desenrolamento deve ser feito em linha reta para evitar a introdução de torções, que podem criar tensões residuais complexas.
Ao dobrar no campo, um raio de curvatura mínimo de três vezes o diâmetro do tubo é uma prática padrão. Para trabalhos de instrumentação, dobradores manuais com blocos de raio apropriados evitam o achatamento da parede do raio externo. Ao contrário de alguns produtos de aço carbono, a superfície recozida brilhante não requer limpeza química pós-dobra, exceto uma simples limpeza com um solvente adequado para remover o lubrificante das ferramentas de dobra.
A tubulação contínua, também conhecida como tubulação flexível ou tubulação flexível, é amplamente utilizada nos campos de trabalho de trabalho, ma...
Veja detalhes Cabo de teste de alta temperatura")
Objetivo: O cabo de teste de alta temperatura, combinado com o veículo de teste de alta temperatura, é usado principalmente em testes de vários par...
Veja detalhes
O cabo de teste de fibra óptica de aço inoxidável é um cabo de teste especial que combina a durabilidade do aço inoxidável com a alta eficiência de...
Veja detalhes
Instruções para o uso de pipeline de controle hidráulico de controle hidráulico, também conhecido como capilar. Utilizada principalmente para mediç...
Veja detalhes")
O tubo de revestimento de aço inoxidável é um sistema de tubulação que combina a durabilidade do aço inoxidável com a proteção de plástico. Esse si...
Veja detalhes
Campo de aplicação: O sistema de aquecimento de indução elétrica é um conjunto completo de dispositivos de aquecimento elétrico desenvolvidos po...
Veja detalhes
A articulação do tubo do tipo de ponteira consiste em três partes: o corpo da articulação, a poça e a porca. Quando o grampo e a porca são inserido...
Veja detalhes
O Winch Skid de tubulação contínua é um equipamento especialmente projetado para operações de campos petrolíferos, que combina os recursos de desig...
Veja detalhesE-mail:
Telefone: +86-15996597000
+86-18252893456
Whatsapp: +86-18252874678
Endereço: No. 3 Xinyuan Road, Nanmo Town Industrial Park, Hai'an City, Nantong City, Província de Jiangsu, China
Código QR ON
celular
Copyright © Jiangsu Laihua Petroleum Equipment Co., Ltd.





Contate-nos